
Пайка полипропиленовых труб технология и используемые аппараты
Содержание:
Такие трубы имеют маркировку PP-R. Используются они в основном в быту для монтажа отопительных, а так же водопроводных систем.
Во время пайки трубопровода из полипропиленовых труб могут понадобиться такие элементы как:
Во время монтажа трубопроводной системы можно использовать дополнительно такие же полипропиленовые тройники, муфты и др. фитинги только со встроенной стальной хромированной резьбой. Такие вставки позволяют соединять полипропиленовые трубы с металлическими трубами. Аппарат для пайки полипропиленовых трубАппараты для спаивания данных труб имеют определенные отличия от обычных сварочных агрегатов. Все они делятся на два основных типа:
Механическое сварочное оборудование оснащается опорной рамой, гидроагрегатом и приборным блоком. С двух сторон имеются фиксаторы в виде двух полуколец. Для того чтоб правильно зафиксировать трубу и распределить давление при сварке, используют специальные вкладыши, которые устанавливают между этими фиксаторами. Они подбираются так, чтоб их внутренний диаметр был равен диаметру полипропиленовой трубы. Самый основной элемент сварочного механического аппарата - это нагревательный металлический диск, покрытый антипригарным веществом. Нагревается он от ТЭНов, расположенных внутри конструкции. Обычно такие агрегаты имеют регуляторы рабочей температуры. Самым распространенным ручным паяльным оборудованием является «Утюг». По принципу работы практически ничем не отличается от бытовых утюгов. Имеет только внешнее различие. Изготавливается ручной аппарат из нагревательной плиты, терморегулятора и ручки. На самой плите располагаются два отверстия (бывает и больше) предназначенные для насадок разных диаметров. Все насадки, а так же плита обрабатываются антипригарным покрытием для предотвращения прилипания пластика к аппарату. Технология пайки полипропиленовых труб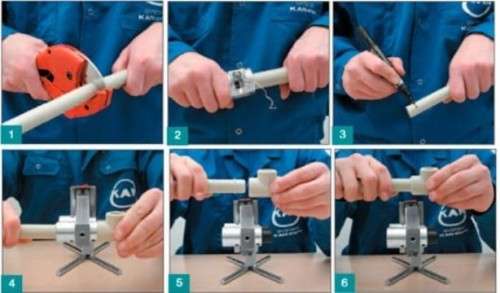 Трубопроводные системы могут протекать только в случае несоблюдения всех технологий и правил пайки труб. Трубопроводные системы могут протекать только в случае несоблюдения всех технологий и правил пайки труб. Для различных по диаметру труб применяют разные методы их спайки. Если диаметр трубы меньше 63 мм, рекомендуется паять раструбным способом с использованием соединительных муфт. Для широких труб с диаметром более 63 мм полипропиленовые трубы необходимо соединять методом стыкования. Изначально проводятся работы по зачистке от загрязнений и обезжириванию труб. После чего все элементы проверяются на наличие брака либо трещин. В холодном состоянии трубы должны иметь больший диаметр, чем муфта. Если муфта с трубой собирается в конструкцию без прогрева, тогда либо труба меньше необходимого диаметра, либо муфта бракованная. На трубе помечается фломастером длина, на которую она будет заводиться в насадку сварочного аппарата. В разогретую насадку первым делом вставляется раструб, а за ним уже труба. Время выдержки можно посмотреть в специальной таблице. Затем обе детали аккуратно вытягиваются и быстро соединяются, согласно сделанным предварительным отметкам. Корректировать, а так же выравнивать углы и плоскостность необходимо в течение определенного времени. Время сцепки труб зависит от их диаметра. Далее изделие должно лежать в неподвижном состоянии до полного затвердевания материала. Вращать по оси, а так же принудительно охлаждать трубы категорически запрещается.При возникновении брака испорченный узел вырезается и на его место, с помощью муфты, устанавливается новый. Если пайка осуществлена успешно, вокруг муфты и трубы должно образоваться оплавленное кольцо. Температура пайки полипропиленовых труб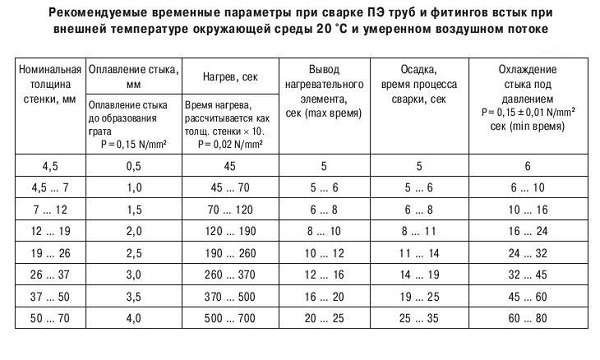 После включения аппарата для пайки труб, в течение 10-20 мин идет прогрев насадок, затем автоматически включаются индикаторы, показывающие, что оборудование прогрелось. В связи с тем, что во время первого включения, аппарат потребляет большое количество электроэнергии, он прогревает насадки до +300 град.С. После включения аппарата для пайки труб, в течение 10-20 мин идет прогрев насадок, затем автоматически включаются индикаторы, показывающие, что оборудование прогрелось. В связи с тем, что во время первого включения, аппарат потребляет большое количество электроэнергии, он прогревает насадки до +300 град.С. Такая температура является сильно высокой для пайки полипропилена, поэтому необходимо подождать второго прогрева, после которого температура рабочей части будет составлять +260 град.С. Данный температурный показатель считается оптимальным для пайки таких труб. Насадки для пайки полипропиленовых труб Насадки с тефлоновым покрытием играют самую важную роль во время пайки, так как с помощью них нагреваются и расплавляются трубы. При покупке аппарата для сварки обычно прилагается набор насадок с разными диаметрами от 16 до 40 мм. Большие насадки с диаметром до 125 мм приобретаются отдельно в специальных магазинах. Насадки с тефлоновым покрытием играют самую важную роль во время пайки, так как с помощью них нагреваются и расплавляются трубы. При покупке аппарата для сварки обычно прилагается набор насадок с разными диаметрами от 16 до 40 мм. Большие насадки с диаметром до 125 мм приобретаются отдельно в специальных магазинах.
Пайка армированных полипропиленовых трубАрмированные трубы, в отличие от обычных, оснащаются внутренним либо наружным слоем фольги. Трубы с внутренним армированным слоем спаиваются таким же образом, как и неармированные трубы. Если же необходимо смонтировать трубы с верхним армированным слоем, фольга на соединительном отрезке удаляется с помощью шейвера. Пайка полипропиленовых труб большого диаметраТрубы с большим диаметром более 60 мм должны спаиваться только методом стыка. Перед тем, как проводить монтаж, края двух труб полностью зачищаются так, чтоб срез был идеально ровным. Для пайки полипропиленовых труб применяют аппарат с плоской, в виде диска, раскаленной поверхностью. Соединяются две трубы с помощью центрирующего приспособления. Видео монтажа, пайки полипропиленовых труб
|
Загрузка. Пожалуйста, подождите...








